
W celu przybliżenia procesów wytwarzania materiałów i struktur kompozytowych postanowiliśmy zaprezentować cykl wykładów dotyczących technik produkcji.
Dzisiaj zaczniemy od technologii laminowania ręcznego, a w kolejnych tygodniach zaprezentujemy nie tylko te najbardziej znane, ale również te najnowsze jak Long Fibre Injection firmy Krauss Maffei.
Laminowanie Ręczne
Cały proces laminowania ręcznego można podzielić na kilka etapów.
W pierwszej kolejności produkowane są poszczególne komponenty potrzebne do wykonania elementu gotowego. Tymi komponentami są wzmocnienia włókniste jak również żywica i utwardzacz tworzące osnowę.
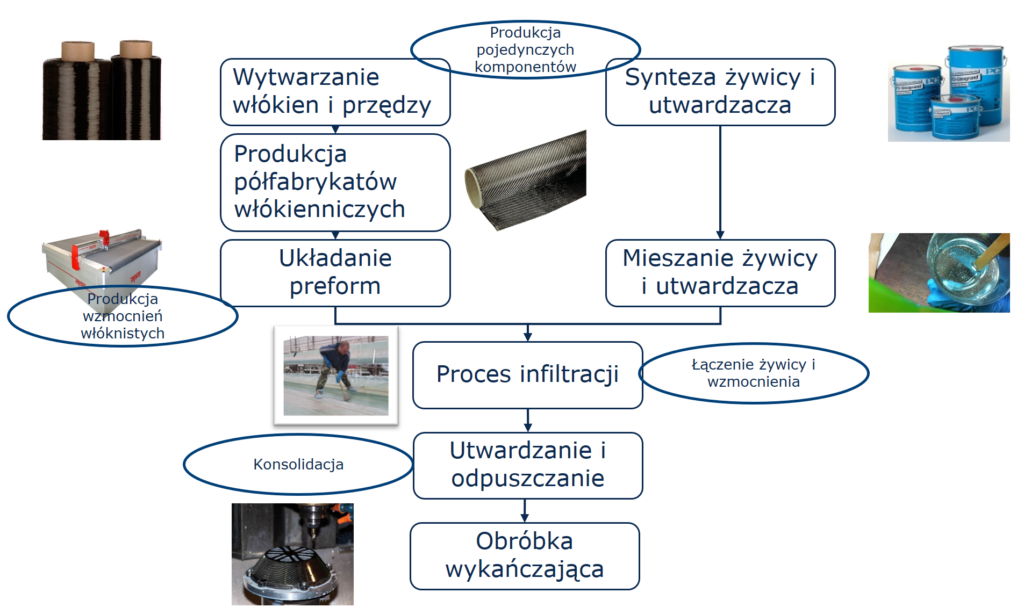
W przypadku wytwarzania wzmocnienia tekstylnego, w pierwszej kolejności produkowane jest włókno szklane, węglowe, aramidowe bądź bazaltowe, z którego następnie przy pomocy maszyn tekstylnych wytwarza się różnego rodzaju tkaniny, dzianiny, bądź inne formy wzmocnienia włóknistego.
W obecnych technologiach stosowane są również wzmocnienia tekstylne w postaci rowingu, bądź taśmy o jednokierunkowym ułożeniu wzmocnienia. W kolejnym kroku procesu technologicznego następuje przycięcie i ułożenie wzmocnienia włóknistego w wybranych miejsca formy, pozwalając na odpowiednie wzmocnienie obszarów krytycznych gotowego elementu.
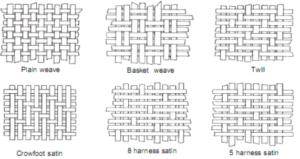
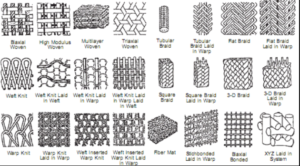
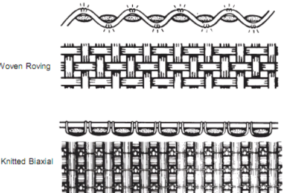
Rodzaje splotów tkanin
(Quelle: Applications of Textiles in Marine Products)
W przypadku wytwarzania żywic i utwardzaczy, w pierwszej kolejności realizowana jest synteza tych dwóch składników głównie przez firmy produkujące odczynniki chemiczne. Obecnie na rynku dostępnych jest wiele odmian żywic, ale na najczęściej wykorzystywane są żywice epoksydowe, poliestrowe i formaldehydowe. W celu przygotowania odpowiedniej mieszaninie żywicznej konieczne jest odmierzenie odpowiedniego stosunku żywicy oraz utwardzacza, (parametry podawane są zazwyczaj przez producentów),a następnie w odpowiednim procesie przeprowadza się łączenie tych dwóch komponentów. Po przygotowaniu żywicy pomieszanej z utwardzaczem, można przeprowadzić proces odgazowania, a następuje proces infiltracji, tzw. proces infiltracji ręcznej która polega na wprowadzeniu ciekłej żywicy na, i w strukturę wzmocnienia ułożonego w formie, przy wykorzystaniu pędzli, wałków bądź szczotek. Stosowane narzędzia pomocnicze dobierane są w zależności od wielkości elementów końcowego, kształtu formy, oraz zastosowanej technologii utwardzania.
W kolejnym kroku łańcucha procesowego następuje utwardzanie zastosowanej żywicy. Proces utwardzania zależne jest od rodzaju zastosowanej żywicy, temperatury otoczenia, oraz złożoności struktury kompozytowej.
Ostatnim krokiem w procesie wytwarzania elementów kompozytowych metodą laminowania ręcznego jest obróbka wykańczająca gotowego produktu. Jest ona zależna od wielkości elementu, zastosowanych komponentów oraz od kształtu wyrobu gotowego. Głównymi technologiami stosowany mi w obróbce wykańczającej są:
– szlifowanie,
– polerowanie,
– frezowanie,
– wycinanie, za pomocą cięcia wodą lub wycinarki oscylacyjnej
– wiercenie.
Sposób przygotowania
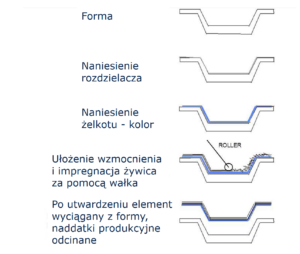
Forma służąca do wytwarzania elementów kompozytowych za pomocą laminowania ręcznego.
W pierwszej kolejności odpowiednio wykonana forma drewniana bądź kompozytowa pokrywane jest rozdzielaczem, który tworzy powłokę antyadhezyjną pozwalającą na łatwe odformowanie gotowego elementu i może być np. w postaci wosku. Następnie na tą powierzchnię nakładana jest warstwa żelkotu która zapewnia, kolor oraz odpowiednie, wymagane właściwości zewnętrznej warstwy elementów kompozytowych. Następnie na warstwie żel kotu układane są warstwy wzmocnienia włóknistego, które w kolejnym kroku są impregnowane przy pomocy wałków bądź pędzli. Po procesie utwardzania, element wyciągany jest formy i poddawany obróbce wykańczającej. Wszystkie kroki procesu zostały przedstawione schematycznie na poniższym obrazku.
Laminowanie ręczne wykorzystywany jest głównie w procesach wytwarzania dużych elementów kompozytowych takich jak łopaty wiatraków, elementy łodzi czy jachtów lub do produktów, które nie musza spełniać dużych wymagań wytrzymałościowych.
Głównymi zaletami technologii laminowania ręcznego są:
- technologia stosowana od wielu lat
- technologia łatwa do nauki
- niskie koszty oprzyrządowania, jeśli stosowane są żywice utwardzane w temperaturze pokojowej,
- szeroki wybór dostawców i rodzajów materiałów wzmocnienia i osnowy
- możliwość stosowania włókien mieszanych
- wyższa zawartość włókien objętościowa włókien w stosunku do technologii natryskowej
Główne wady stosowania technologii laminowania ręcznego:
- jakość wytworzonych elementów jest zależna od umiejętności pracowników
- narażenie zdrowia pracowników przez bezpośredni kontakt z żywicami
- podwyższoną zawartość styrenu w powietrzu
- żywice muszą posiadać niższą lepkość w temperaturze pokojowej
- długi czas utwardzania.