
1. Znaczenie płyt CFRP w konstrukcjach dronów
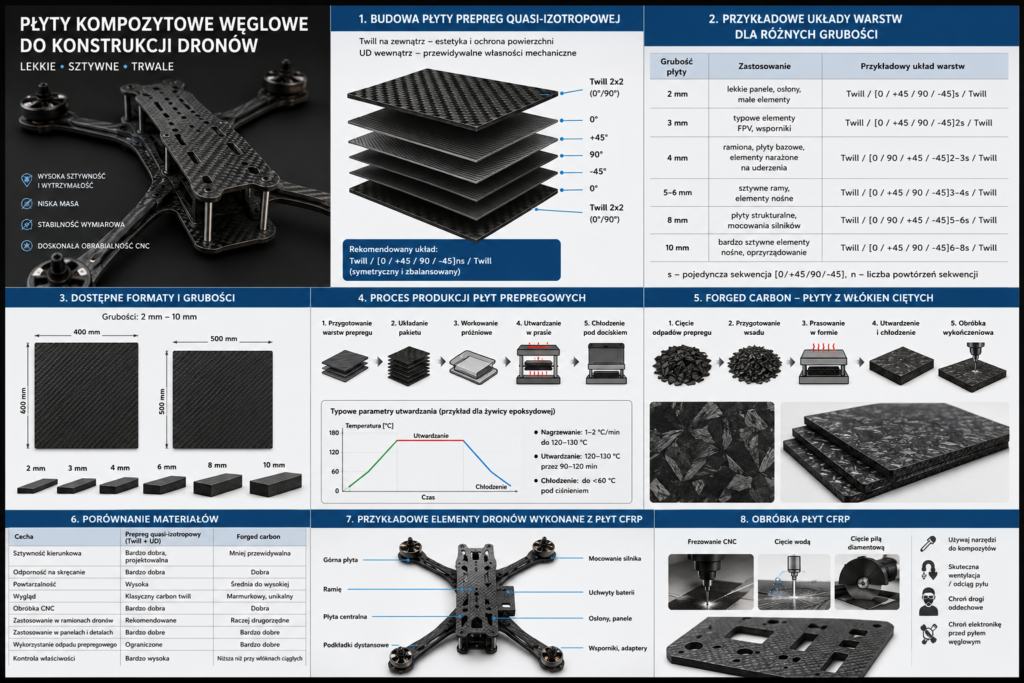
Płyty kompozytowe z włókna węglowego są jednym z najczęściej stosowanych półproduktów do wytwarzania ram, ramion, wsporników, osłon, adapterów i elementów konstrukcyjnych dronów. Ich główne zalety to bardzo korzystny stosunek sztywności i wytrzymałości do masy, dobra stabilność wymiarowa oraz możliwość obróbki CNC lub cięcia wodą. W zastosowaniach dronowych szczególnie istotne są: odporność na zginanie, sztywność skrętna, odporność na uderzenia i zmęczenie oraz przewidywalne zachowanie materiału po wycięciu otworów montażowych.
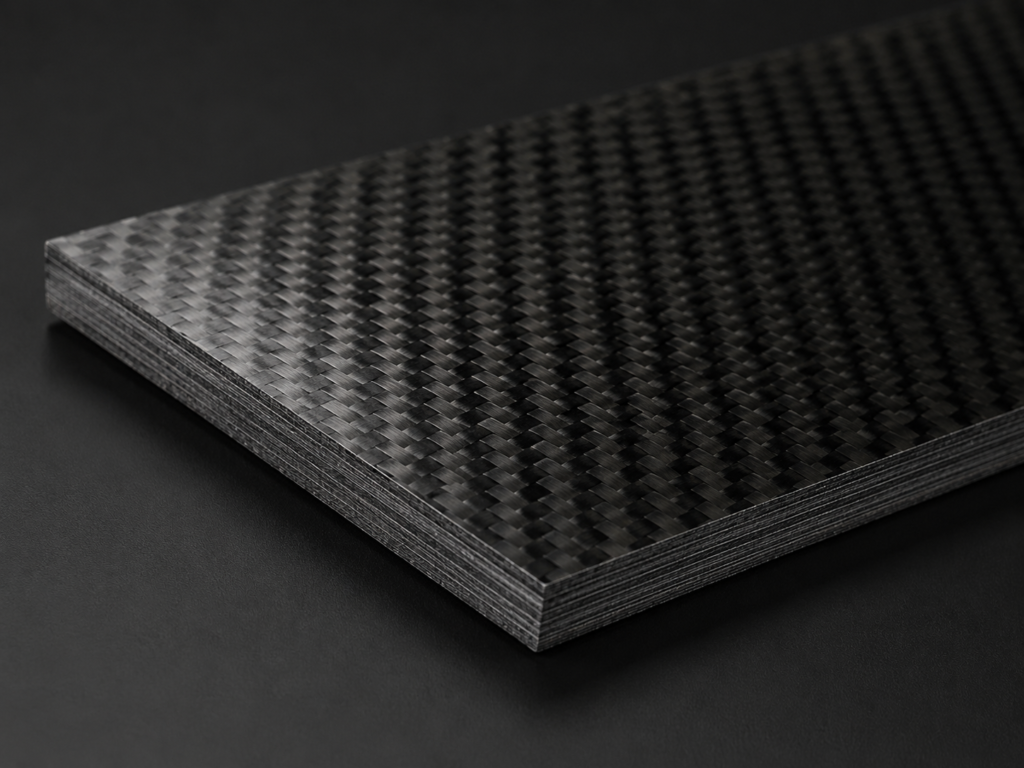
Na rynku dostępne są zarówno płyty z laminatów tkaninowych, np. 3K twill, jak i płyty quasi-izotropowe z prepregów, w których warstwy zewnętrzne wykonuje się z tkaniny twill, a rdzeń z warstw jednokierunkowych UD ułożonych w sekwencji 0°/90°/+45°/-45°. Taki układ jest stosowany w komercyjnych płytach quasi-izotropowych, ponieważ zapewnia bardziej równomierne właściwości przy obciążeniach wielokierunkowych, skręcaniu i obciążeniach poza głównymi osiami włókien.
2. Zakres produktu: płyty 2–10 mm, formaty 400 × 600 mm i 500 × 500 mm
Dla produkcji elementów takich jak drony, roboty mobilne, mocowania elektroniki, uchwyty sensorów czy elementy konstrukcyjne UAV praktyczne są płyty o grubości od 2 mm do 10 mm. Typowe formaty półproduktów mogą wynosić:
400 × 600 mm – wygodny format do cięcia kilku mniejszych elementów, ramion, podkładek, wsporników i paneli montażowych. (Mould)
500 × 500 mm – format korzystny przy produkcji elementów symetrycznych, ram centralnych, większych płyt bazowych lub przy optymalizacji rozkroju CNC. (Carbon Design)
Dostawcy płyt CFRP oferują również grubości zbliżone do tego zakresu, w tym cienkie płyty od około 1 mm do 10 mm, często jako materiał CNC-ready do zastosowań w UAV, robotyce i częściach konstrukcyjnych.
3. Technologia pierwsza: płyty z prepregów węglowych
Najbardziej rekomendowaną technologią dla płyt konstrukcyjnych do dronów jest wytwarzanie z prepregów węglowych, utwardzanych w prasie grzewczej, autoklawie lub piecu z workiem próżniowym. Prepreg pozwala dokładnie kontrolować zawartość żywicy, orientację włókien, grubość pojedynczej warstwy oraz jakość powierzchni. W porównaniu z laminowaniem ręcznym daje większą powtarzalność, mniejszą porowatość i lepszą stabilność wymiarową.
Dla płyt przeznaczonych do dronów najkorzystniejsze są laminaty symetryczne i zbalansowane. Układ powinien ograniczać paczenie, skręcanie po utwardzeniu oraz nierównomierne zachowanie przy obciążeniach dynamicznych. Dlatego nie zaleca się prostego układu, w którym większość warstw biegnie tylko w jednym kierunku. Lepszym rozwiązaniem jest układ quasi-izotropowy.
4. Rekomendowany układ warstw dla płyt prepregowych
Dla płyt 2–10 mm rekomenduję następującą koncepcję:
warstwa zewnętrzna: 2×2 twill carbon prepreg, np. 200 g/m² lub 245 g/m²,
rdzeń: UD carbon prepreg w układzie zbalansowanym i symetrycznym,
warstwa zewnętrzna druga: 2×2 twill carbon prepreg.
Proponowany układ bazowy:
Twill / [0 / +45 / 90 / -45]ns / Twill
albo bardziej klasycznie:
Twill / [0 / 90 / +45 / -45]ns / Twill
gdzie n oznacza liczbę powtórzeń pakietu zależną od docelowej grubości płyty.
Taki układ odpowiada logice płyt quasi-izotropowych dostępnych komercyjnie, gdzie zewnętrzna warstwa twill pełni funkcję powierzchniową, estetyczną i ochronną, a wnętrze tworzą warstwy UD 45°/-45°/0°/90°. Według opisów producentów, płyty quasi-izotropowe tego typu są korzystne przy obciążeniach skrętnych i pozaosiowych, co jest typowe dla ram dronów narażonych na wibracje, uderzenia, lądowania awaryjne i zmienne kierunki sił.
5. Dlaczego twill na zewnątrz, a UD wewnątrz?
Tkanina 2×2 twill na zewnątrz daje dobrą jakość wizualną, odporność powierzchniową i bardziej „techniczny” wygląd oczekiwany w częściach dronowych. Dobrze maskuje drobne ślady obróbki i jest bardziej atrakcyjna wizualnie niż czysty UD.
Warstwy UD wewnątrz pozwalają natomiast precyzyjnie projektować właściwości mechaniczne. Warstwy 0° odpowiadają za sztywność i wytrzymałość wzdłuż głównych osi płyty, 90° stabilizują kierunek poprzeczny, a +45°/-45° poprawiają odporność na skręcanie i ścinanie. Właśnie dlatego producenci płyt quasi-izotropowych stosują kombinację zewnętrznej tkaniny twill i wewnętrznego układu UD 45°/-45°/0°/90°.
6. Przykładowe układy warstw dla grubości 2–10 mm
Poniższe układy należy traktować jako punkt wyjścia technologiczny. Dokładna liczba warstw zależy od gramatury prepregu, zawartości żywicy, ciśnienia prasowania i grubości pojedynczej warstwy po utwardzeniu.
| Grubość płyty | Zastosowanie | Rekomendowany układ |
|---|---|---|
| 2 mm | lekkie panele, górne płyty ram, osłony, małe elementy montażowe | Twill / [0 / +45 / 90 / -45]s / Twill |
| 3 mm | typowe elementy dronów FPV, wsporniki, płyty centralne lekkich konstrukcji | Twill / [0 / +45 / 90 / -45]2s / Twill |
| 4 mm | ramiona, płyty bazowe, elementy narażone na uderzenia | Twill / [0 / 90 / +45 / -45]2–3s / Twill |
| 5–6 mm | sztywne ramy, elementy nośne, większe UAV | Twill / [0 / +45 / 90 / -45]3–4s / Twill |
| 8 mm | płyty strukturalne, mocowania silników, elementy wysokosztywne | Twill / [0 / 90 / +45 / -45]5–6s / Twill |
| 10 mm | bardzo sztywne elementy nośne, oprzyrządowanie, elementy specjalne | Twill / [0 / +45 / 90 / -45]6–8s / Twill |
Dla ramion dronów, gdzie główny kierunek obciążeń jest znany, można zwiększyć udział warstw 0° wzdłuż ramienia. Dla płyt centralnych, które pracują wielokierunkowo, bezpieczniejszy jest układ quasi-izotropowy 0°/90°/+45°/-45°.
7. Proces produkcji płyt prepregowych
Proces można podzielić na kilka etapów.
Najpierw należy przygotować formę płaską, najlepiej z aluminium, stali lub szkła hartowanego, pokrytą środkiem rozdzielającym. Następnie wycina się warstwy prepregu zgodnie z orientacją włókien. Bardzo ważne jest dokładne oznaczenie kierunków 0°, 90°, +45° i -45°, ponieważ błędy w orientacji warstw znacząco wpływają na sztywność płyty.
Kolejnym etapem jest układanie pakietu. Warstwy powinny być układane symetrycznie względem płaszczyzny środkowej laminatu. Symetria redukuje ryzyko paczenia płyty po utwardzeniu. Następnie pakiet trafia do worka próżniowego lub bezpośrednio do prasy grzewczej. W produkcji płyt płaskich bardzo korzystna jest prasa z podgrzewanymi półkami, ponieważ zapewnia równomierną grubość i dobrą jakość obu powierzchni.
Utwardzanie powinno odbywać się zgodnie z kartą techniczną prepregu. Typowe parametry zależą od systemu żywicznego, np. 80°C, 120°C lub 180°C. Po utwardzeniu płyta powinna być chłodzona pod dociskiem, aby zminimalizować naprężenia wewnętrzne.
8. Obróbka płyt na elementy dronów
Płyty CFRP mogą być obrabiane przez frezowanie CNC, cięcie wodą lub cięcie diamentowe. Przy frezowaniu konieczne jest stosowanie narzędzi do kompozytów, skutecznego odciągu pyłu i ochrony operatora. Pył z włókna węglowego jest niebezpieczny dla zdrowia i może przewodzić prąd, dlatego trzeba chronić elektronikę oraz układy sterowania maszyn.
Dla części dronowych istotne są: promienie wewnętrznych naroży, odpowiednie odległości otworów od krawędzi, unikanie zbyt wąskich mostków materiału i właściwe rozmieszczenie włókien względem kierunku obciążenia. W praktyce wiele części dronowych powstaje przez 2D cutting z płyt, ponieważ jest to metoda powtarzalna i ekonomiczna przy produkcji seryjnej.
9. Technologia druga: forged carbon
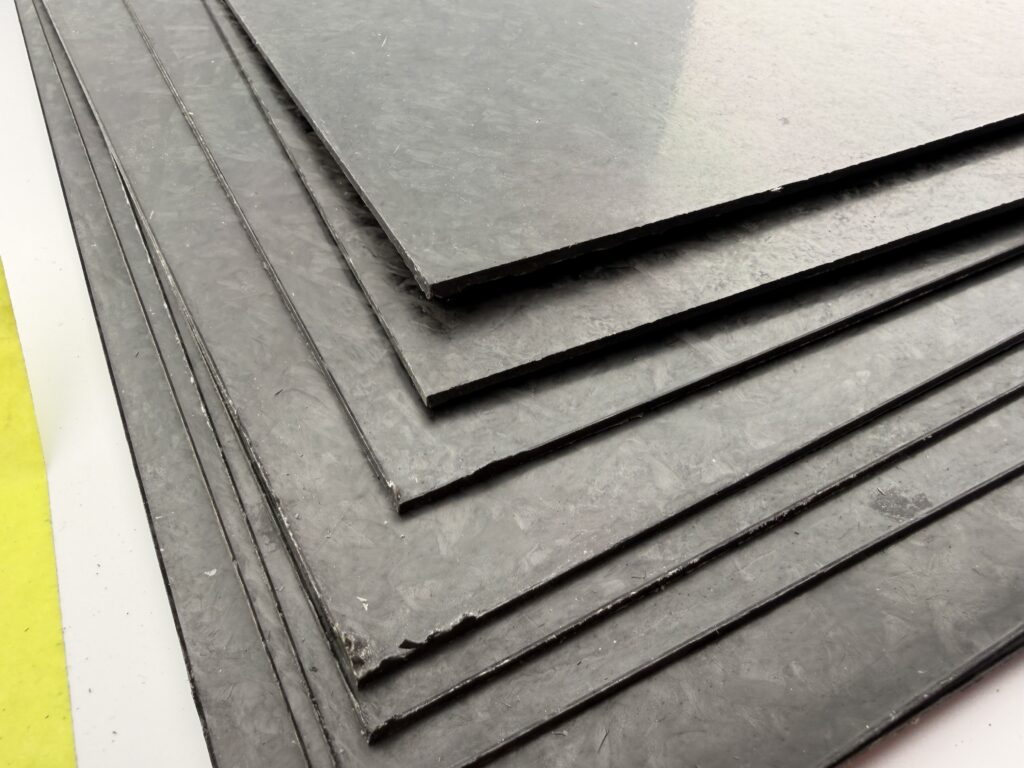
Drugim wariantem jest produkcja płyt z tzw. forged carbon, czyli kompozytu z ciętych włókien węglowych lub ciętych fragmentów prepregu prasowanych w formie. W ścisłym sensie nie jest to „kucie” jak w metalurgii, lecz forma prasowania kompozytu z nieciągłym zbrojeniem. W literaturze i praktyce przemysłowej jest to zbliżone do technologii compression molding / sheet molding compound dla włókien węglowych. Źródła branżowe opisują proces jako przygotowanie ciętego wsadu, umieszczenie go w zamkniętej formie, prasowanie pod temperaturą i ciśnieniem oraz wykończenie po utwardzeniu.

Forged carbon ma kilka zalet: umożliwia wykorzystanie odpadów prepregowych, dobrze wypełnia skomplikowane kształty, pozwala uzyskać atrakcyjny efekt wizualny i może być korzystny przy elementach o złożonej geometrii. Badania nad kompozytami z nieciągłych włókien z recyklingu prepregów wskazują, że takie materiały mogą osiągać użyteczne parametry mechaniczne, a ponowne wykorzystanie prepregów może mieć sens konstrukcyjny i środowiskowy.
10. Forged carbon jako płyta: gdzie ma sens?
Dla płaskich płyt 400 × 600 mm lub 500 × 500 mm forged carbon może być oprócz centralnej struktury dronów również ciekawy jako materiał na:
elementy dekoracyjno-konstrukcyjne,
panele osłonowe,
uchwyty elektroniki,
mocowania sensorów,
mniejsze elementy o nieregularnych kształtach,
prototypy, w których ważna jest estetyka i wykorzystanie odpadu prepregowego.
Nie jest to jednak pierwszy wybór dla silnie obciążonych ramion dronów, gdzie włókna ciągłe ułożone wzdłuż kierunku sił dają większą przewidywalność i wyższą sztywność kierunkową.
11. Proponowana technologia płyt forged carbon
Dla płyt forged carbon można zastosować następujący proces:
- Przygotowanie ciętych fragmentów prepregu węglowego lub włókien ciętych z żywicą.
- Ujednorodnienie wsadu pod względem masy i rozmieszczenia włókien.
- Umieszczenie wsadu w formie płaskiej.
- Prasowanie w zamkniętej formie pod temperaturą i ciśnieniem.
- Utwardzenie zgodne z systemem żywicznym.
- Chłodzenie pod dociskiem.
- Formatowanie i obróbka CNC.
Dla płyt o grubości 2–4 mm trzeba szczególnie kontrolować równomierność rozłożenia wsadu, ponieważ lokalne niedobory włókien mogą powodować słabe miejsca. Przy grubościach 6–10 mm forged carbon jest technologicznie łatwiejszy, ale płyta będzie cięższa i mniej przewidywalna kierunkowo niż laminat z ciągłych warstw UD.
12. Porównanie: prepreg quasi-izotropowy vs forged carbon
| Cecha | Prepreg z warstwami ciągłymi | Forged carbon |
|---|---|---|
| Sztywność kierunkowa | Bardzo dobra, projektowalna | Mniej przewidywalna |
| Odporność na skręcanie | Bardzo dobra przy układzie +45/-45 | Dobra przy odpowiednim zagęszczeniu |
| Powtarzalność | Wysoka | Średnia do wysokiej, zależna od procesu |
| Wygląd | Klasyczny carbon twill | Charakterystyczny, marmurkowy |
| Obróbka CNC | Bardzo dobra | Dobra, ale możliwa większa zmienność krawędzi |
| Zastosowanie w ramionach dronów | Rekomendowane | Raczej drugorzędne |
| Zastosowanie w panelach i detalach | Bardzo dobre | Bardzo dobre |
| Wykorzystanie odpadu prepregowego | Ograniczone | Bardzo dobre |
| Kontrola właściwości | Bardzo wysoka | Niższa niż przy włóknach ciągłych |
13. Rekomendacja dla produkcji płyt do dronów
Dla elementów konstrukcyjnych dronów, szczególnie ram, ramion i płyt centralnych, najlepszym rozwiązaniem będzie płyta prepregowa quasi-izotropowa z warstwami zewnętrznymi twill i wewnętrznymi UD:
Twill / [0 / +45 / 90 / -45]ns / Twill
Dla części, które mają przenosić dominujące obciążenia w jednym kierunku, np. długie ramiona, warto zwiększyć udział warstw 0° wzdłuż osi ramienia, np.:
Twill / [0 / 0 / +45 / 90 / -45 / 0]s / Twill
Dla płyt centralnych i uniwersalnych formatów produkcyjnych 400 × 600 mm oraz 500 × 500 mm bardziej uniwersalny będzie układ quasi-izotropowy:
Twill / [0 / 90 / +45 / -45]ns / Twill
Forged carbon warto rozwijać jako drugi wariant produktowy: do elementów wizualnych, osłon, uchwytów, paneli pomocniczych i części o bardziej złożonej geometrii. Może też być atrakcyjny z punktu widzenia gospodarki odpadami, ponieważ pozwala wykorzystywać ścinki prepregów.
14. Podsumowanie
Produkcja płyt kompozytowych węglowych o grubościach od 2 mm do 10 mm i formatach 400 × 600 mm lub 500 × 500 mm stanowi wartościowy kierunek rozwoju dla firm wytwarzających komponenty do dronów, robotyki i lekkich konstrukcji technicznych. Najbardziej uniwersalną i technicznie bezpieczną opcją są płyty z prepregów w układzie quasi-izotropowym, z warstwami zewnętrznymi twill i wewnętrznymi UD lub z materiału forged carbon. Taka struktura łączy estetykę, sztywność, przewidywalność i dobrą obrabialność.