Autor: Krzysztof Powroźnik
AGH Racing Team to koło naukowe działające przy Akademii Górniczo-Hutniczej im. Stanisława Staszica w Krakowie. Działalność koła opiera się na budowie bolidów wyścigowych klasy Formuła Student, a następnie współzawodnictwie z innymi organizacjami studenckimi, zrzeszonymi w Formula SAE, w ramach międzynarodowych zawodów.
Budowa bolidu przez członków zespołu polega na zaprojektowaniu oraz wykonaniu większości części przy pomocy własnych zasobów materiałowych oraz technologicznych, a także współpracy z Partnerami, służącymi odpowiednim zapleczem, oraz zakupie niektórych podzespołów, których wykonanie nie jest możliwe. Wytworzenie elementu, który finalnie znajduje się w bolidzie wiąże ze sobą kilka etapów, na które składają się m.in.: wstępny projekt elementu, konsultacje, symulacje, dobranie metody wytwarzania oraz testy i badania materiałów, a także gotowego wyrobu.
dnym z elementów wytwarzanych w Zespole jest kierownica do bolidu, którą, ze względu na swoje właściwości, wykonano z materiałów kompozytowych. Przy pomocy oprogramowania CAD – SolidWorks zaprojektowano modele, których kształty spełniają obostrzenia nałożone przez regulamin zawodów FSAE, a także, jak wiele części bolidu, inspirowane są Formułą 1, gdzie rozwiązania technologiczne są na najwyższym poziomie inżynierskim.
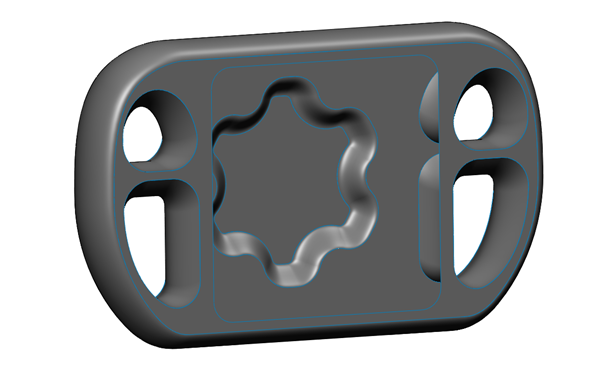
W początkowym etapie prac projektowych powstało pięć różnych modeli, spełniających wymagania regulaminowe, które następnie zostały wykonane przy pomocy technologii druku 3D w celu sprawdzenia ergonomii przez kierowców i wyborze najlepszego kształtu.
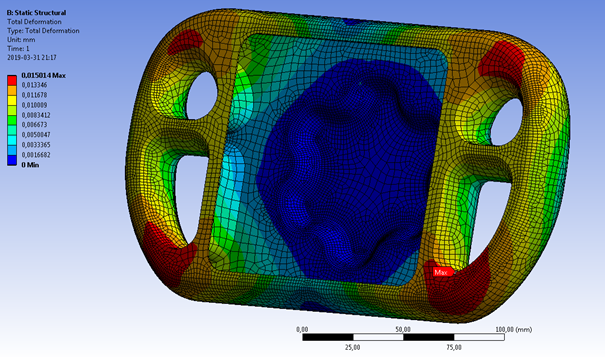
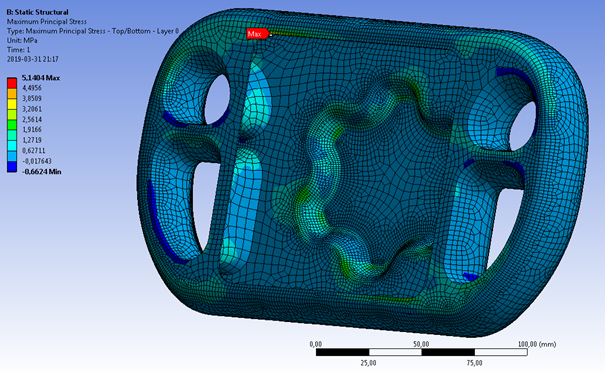
Po wyborze jednego z projektów wykonany został model powierzchniowy kierownicy, który umożliwia przeprowadzenie symulacji przy pomocy programu ANSYS i modułu ACP, w którym zdefiniować można materiały kompozytowe, a także manipulować kierunkami, w których rozchodzą się włókna, czy obecnością poszczególnych warstw materiału w wybranych miejscach modelu, a także Static Structural, gdzie wykonywane są symulacje obciążeń statycznych działających na badany model. Po zdefiniowaniu odpowiednich warstw oraz kierunków rozchodzenia się włókien przyłożony został moment obrotowy, symulujący skręt kierownicy przez kierowcę, a także dodane zostało mocowanie kierownicy do kolumny kierowniczej poprzez tzw. quick release. Otrzymano wyniki maksymalnego odkształcenia oraz maksymalnych naprężeń występujących przy zadanych parametrach.
Zatwierdzenie wyników symulacji umożliwiło przejście do fazy wykonawczej. Zdecydowano się na frezowanie dwóch form z bloków aluminiowych, w których wykonano połówki kierownicy przy pomocy prepregów wykonanych z tkaniny z włókien węglowych o splocie typu twill oraz z użyciem worka próżniowego.

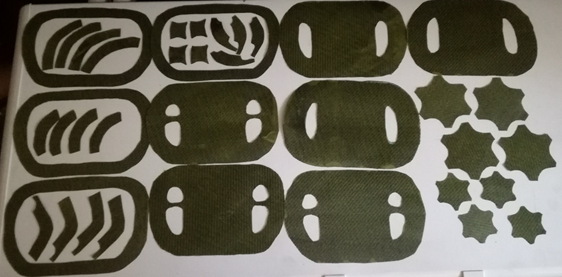
Przy pomocy funkcji rozwinięcia powierzchni w programie SolidWorks przygotowane zostały szablony potrzebnych elementów, przy pomocy których wycięto następnie kształty z prepregów, zwracając uwagę na odpowiednie kąty rozchodzenia się włókien, dla których przeprowadzano symulacje.
Formy przed nałożeniem włókien zostały poddane czyszczeniu, uszczelnieniu, a także przygotowane przy pomocy środka podziałowego w celu umożliwienia wyciągnięcia elementu z formy.
Przystąpiono następnie do układania pierwszej warstwy włókien w formie, na którą nałożono delaminaż i przeprowadzono debulking poprzez użycie worka próżniowego przez ok. 15 min. Po tym czasie przystąpiono do układania kolejnych warstw, na które ponownie położono delaminaż, zwracając uwagę na odpowiednie przyleganie do włókien na całym elemencie. Całość została włożona do worka próżniowego i przy pomocy pompy wywołana została próżnia.

Przygotowane elementy zostały następnie wygrzewane w piecu znajdującym się w garażu Zespołu w odpowiedniej temperaturze oraz przez czas określony w karcie charakterystyki prepregów.
Utwardzone połówki zostały wyciągnięte z form oraz poddane procesowi szlifowania powierzchni, a także sklejono je ze sobą. Obróbka poprodukcyjna została wykonana przez zewnętrzną firmę, gdzie wypełniono niewielkie ubytki w powierzchni kierownicy, a także polakierowano ją.


W gotowej kierownicy wywiercono otwory na śruby mocujące quick release, a także zamontowano panel z wyświetlaczem i przyciskami.
Poprzedni model kierownicy wykonany był przy pomocy metody infuzji na rdzeniu z pianki. Zmiana technologii wykonania pozwoliła na redukcję masy elementu o ponad 50%, co jest bardzo dobrym wynikiem, jednocześnie zachowując odpowiednie parametry mechaniczne.