
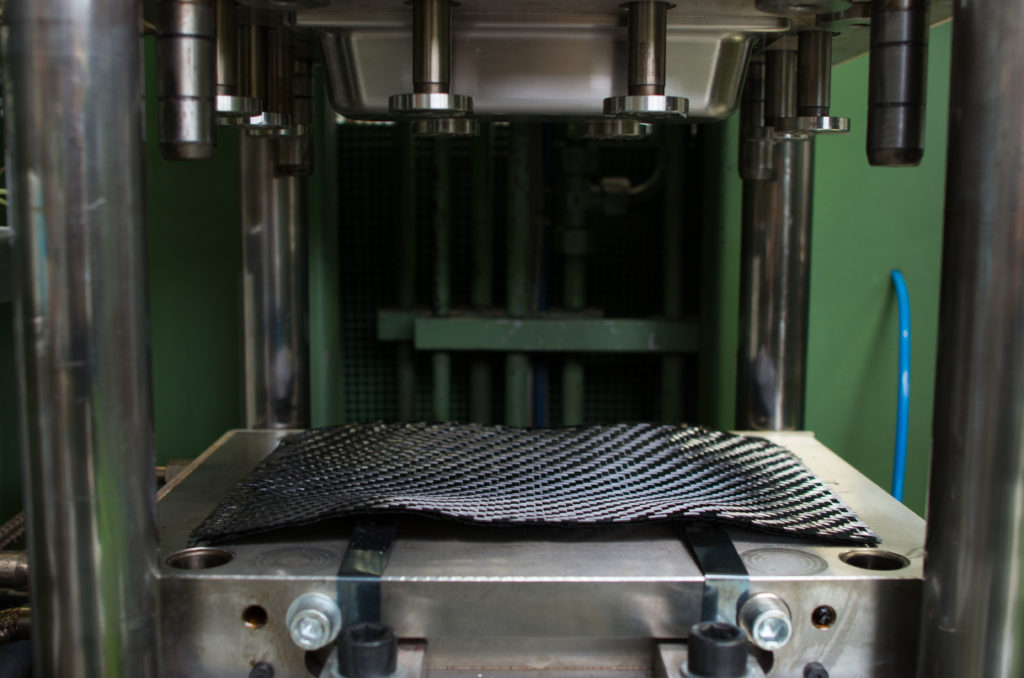
Formowanie ciśnieniowe jest precyzyjnym i szybkim procesem produkcji wysokiej jakości elementów kompozytowych.
Zazwyczaj wykorzystuje dopasowaną formę metalową, grzaną w zwykle w prasie hydraulicznej konsolidacji materiałów z pozwalającej formować elementy w wysokich ciśnieniach. Przykłady kompozytów, które są powszechnie przetwarzane przez formowanie ciśnieniowe, obejmują termoutwardzalne prepregi, wzmocnione włóknem arkusze termoplastyczne „organo sheets”, masy formierskie, takie jak masa do formowania SMC jak również pocięte taśmy termoplastyczne. Proces ten jest również szeroko stosowany do produkcji struktur typu sandwich, które zawierają rdzeń, taki jak np plaster miodu lub pianka polimerowa, jednak w tym przypadku ciśnienie prasowania powinno być dostosowane do wytrzymałości rdzenia na ściskanie
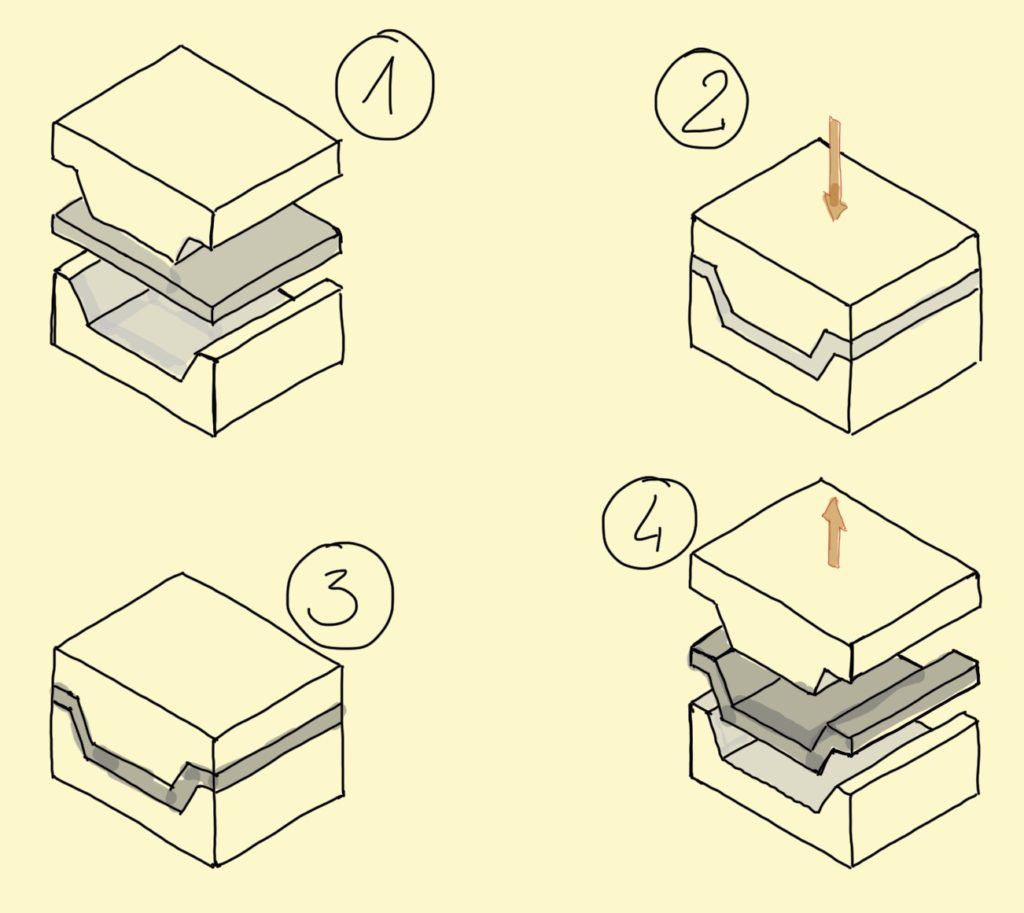
Materiał, który ma być formowany, umieszcza się w otwartym narzędziu 1. Podczas obróbki kompozytów termoplastycznych materiał jest często wstępnie podgrzewany do odpowiedniej temperatury. Materiały termoutwardzalne są zazwyczaj wprowadzane do prasy w temperaturze pokojowej, chociaż samo narzędzie może być wstępnie podgrzane. Po umieszczeniu materiału w narzędziu, prasa jest zamykana 2 i materiał jest utwardzany (jeśli jest to termoutwardzalny) lub rozpoczyna się proces konsolidacji (jeśli jest to termoplastyczny). 3. Narzędzie następnie zostaje otwarte, a element wyjęty 4.
Czynnikami ograniczającymi szybkość procesu jest długość cyklu utwardzania (w przypadku kompozytów termoutwardzalnych) oraz zastosowanie dowolnego cyklu temperaturowego (np. ogrzewanie i chłodzenie prasy). Proces jest najszybszy, gdy prasa pracuje w stałej wysokiej temperaturze, a materiał jest nakładany i usuwany na gorąco.
Mocne strony procesu
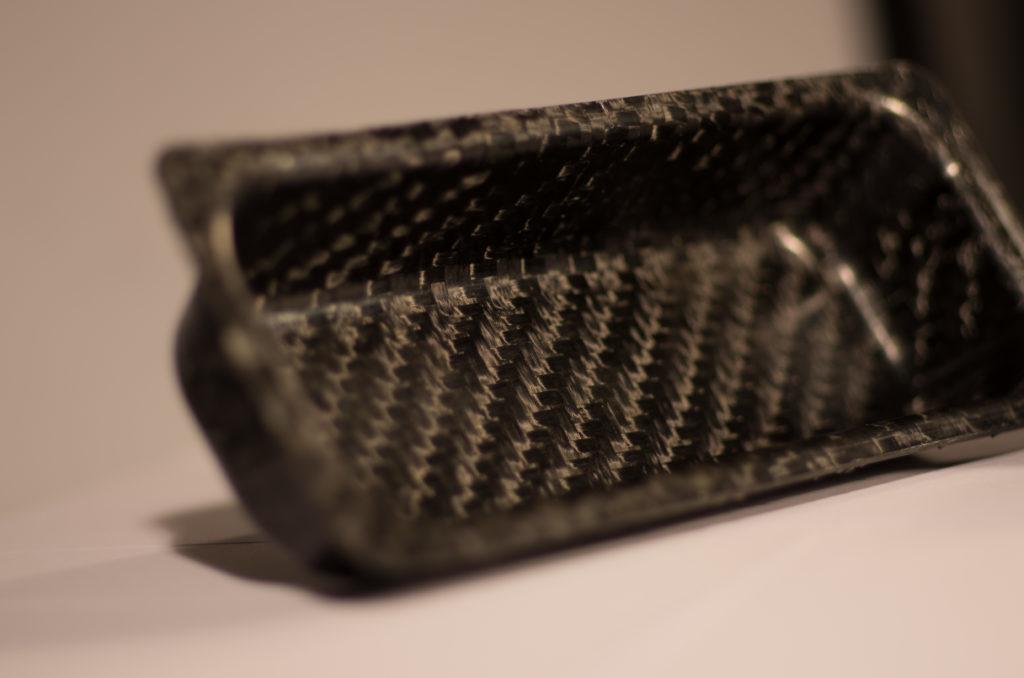
– Dzięki zastosowaniu wysokiej jakości dopasowanych form metalowych można produkować części o doskonałej jakości powierzchni.
– Wysokie ciśnienia pozwala na uzyskanie dużej zawartości objętościowej włókien, co daje dobre parametry użytkowe elementów.
– Proces może być bardzo szybki, jeśli jest prowadzony w stałej temperaturze.
Ograniczenia procesu
– W przypadku skomplikowanych kształtów koszt formy możne być relatywnie wysoki. Może to ograniczyć opłacalność tego procesu w przypadku małych serii.
– Proces jest zwykle ograniczony do elementów o stałej grubości ścianek.
– Skomplikowane jest uzyskanie pewnych cech geometrycznych gotowych elementów, takich jak np. podcięcia.
– Maksymalne naciski i wymiary prasy ograniczają wielkość elementów.
– Nacisk prasy jest przykładany tylko w jednym kierunku. Oznacza to, że konsolidacja może być zmienna w całym kształtowanym elemencie.