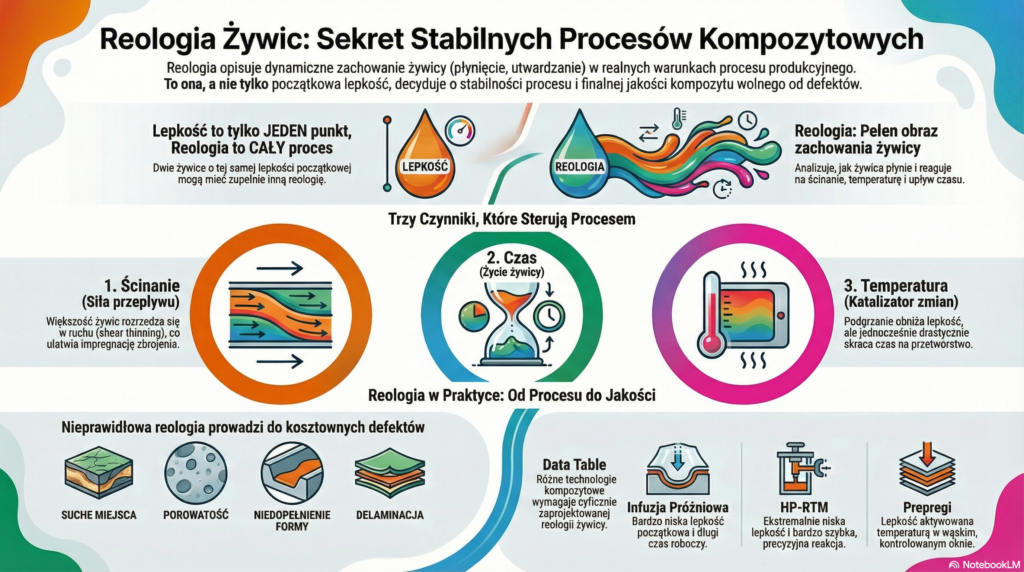
Reologia żywic opisuje, jak żywica zachowuje się podczas przepływu, ścinania i utwardzania. To właśnie reologia – a nie tylko lepkość „na kartce technicznej” – decyduje o tym, czy proces będzie stabilny, powtarzalny i wolny od defektów. W praktyce reologia jest jednym z kluczowych parametrów w infuzji, RTM, HP-RTM, SMC/BMC i prepregach.
Czym jest reologia żywic?
Reologia bada zależność między:
- naprężeniem ścinającym,
- prędkością odkształcenia (ścinania),
- czasem i temperaturą.
W kontekście kompozytów oznacza to odpowiedź na pytania:
- jak żywica płynie przez zbrojenie,
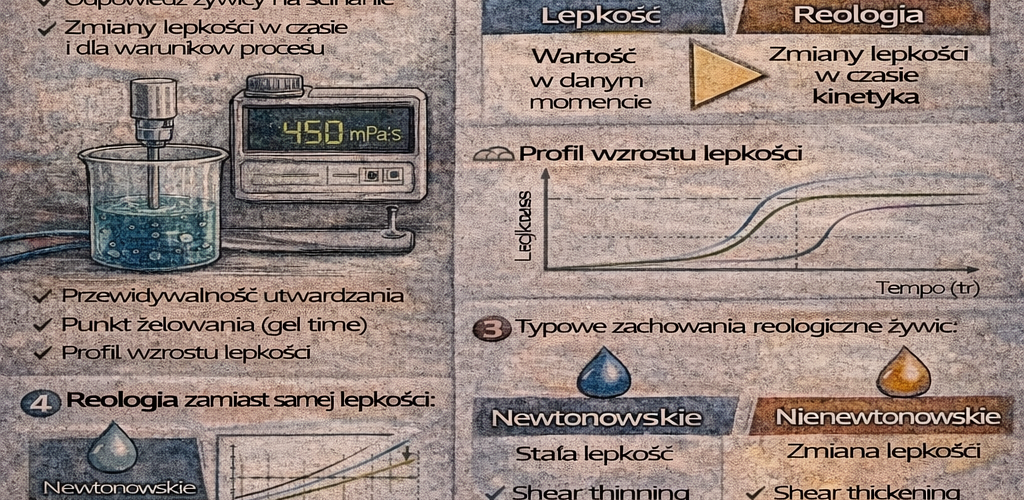
- jak zmienia lepkość w czasie,
- jak reaguje na temperaturę i ścinanie,
- kiedy i jak szybko przechodzi w żel.
➡️ Dwie żywice o tej samej lepkości początkowej mogą mieć zupełnie inną reologię.
Lepkość a reologia – kluczowa różnica
- Lepkość → pojedyncza wartość w danym momencie
- Reologia → zachowanie żywicy w czasie i w warunkach procesu
Reologia obejmuje:
- zmiany lepkości w czasie (kinetyka),
- reakcję na ścinanie,
- wpływ temperatury,
- moment żelowania.
Typowe zachowania reologiczne żywic
🔹 Ciecze newtonowskie
- lepkość stała niezależnie od ścinania,
- rzadkie w praktyce kompozytowej.
🔹 Ciecze nienewtonowskie (najczęściej spotykane)
- shear thinning – lepkość maleje przy wzroście ścinania (korzystne),
- shear thickening – lepkość rośnie przy ścinaniu (niepożądane).
➡️ Większość żywic do infuzji i RTM jest projektowana jako shear thinning.
Reologia a czas – pot life i żelowanie
W czasie procesu:
- lepkość stopniowo rośnie,
- po przekroczeniu punktu żelowania przepływ ustaje,
- dalsze utwardzanie odbywa się już bez możliwości impregnacji.
Kluczowe parametry:
- pot life – czas roboczy,
- gel time – moment przejścia w żel,
- profil wzrostu lepkości – ważniejszy niż sama wartość końcowa.
Reologia a temperatura
Temperatura silnie wpływa na reologię:
- podniesienie temperatury → spadek lepkości,
- zbyt wysoka temperatura → przyspieszone żelowanie,
- nierównomierne grzanie → lokalne defekty.
➡️ W praktyce kontroluje się temperaturę, aby sterować reologią, a nie odwrotnie.
Znaczenie reologii w różnych technologiach
Infuzja próżniowa
- bardzo niska lepkość początkowa,
- wolny, przewidywalny wzrost lepkości,
- długi czas roboczy.
RTM
- stabilna reologia przy zadanym ciśnieniu,
- powtarzalność kluczowa dla serii,
- kontrola żelowania w formie.
HP-RTM
- ekstremalnie niska lepkość początkowa,
- bardzo szybka zmiana reologii,
- precyzyjna synchronizacja procesu.
SMC / BMC
- materiał „płynie” pod naciskiem,
- lepkość zależna od temperatury i czasu,
- projektowana pod formowanie przetłoczne.
Prepregi
- lepkość aktywowana temperaturą,
- wąskie okno przepływu,
- krytyczne dla porowatości.
Reologia a defekty kompozytów
Nieprawidłowa reologia prowadzi do:
- suchych miejsc,
- porowatości,
- nierównomiernego nasycenia,
- niedopełnienia formy,
- delaminacji.
W wielu przypadkach defekt nie wynika z błędu operatora, lecz z niedopasowanej reologii.
Jak bada się reologię żywic?
W praktyce stosuje się:
- reometry obrotowe,
- testy lepkości w funkcji czasu,
- DSC (powiązanie z kinetyką reakcji),
- próby procesowe (flow tests).
W produkcji seryjnej kluczowa jest powtarzalność krzywej reologicznej, nie pojedynczy pomiar.
Najczęstsze błędy związane z reologią
- ocenianie żywicy tylko po lepkości początkowej,
- podgrzewanie bez kontroli kinetyki,
- stosowanie tej samej żywicy w różnych technologiach,
- ignorowanie wpływu ścinania,
- brak walidacji procesu.
Podsumowanie
Reologia żywic to fundament stabilnych procesów kompozytowych.
To ona decyduje:
- czy żywica dotrze tam, gdzie powinna,
- czy proces będzie powtarzalny,
- czy laminat będzie wolny od defektów.
➡️ Na kompozyty.net w kolejnych artykułach pokażemy konkretne krzywe reologiczne dla infuzji, RTM i HP-RTM oraz jak czytać dane reologiczne z kart technicznych producentów.