Lepkość żywicy to jeden z najważniejszych, a jednocześnie najczęściej niedocenianych parametrów w technologiach kompozytowych. Ma bezpośredni wpływ na impregnację zbrojenia, jakość laminatu, porowatość oraz powtarzalność procesu. Nawet najlepsza żywica i włókna nie dadzą dobrego efektu, jeśli lepkość nie będzie dopasowana do technologii.
Czym jest lepkość żywicy?
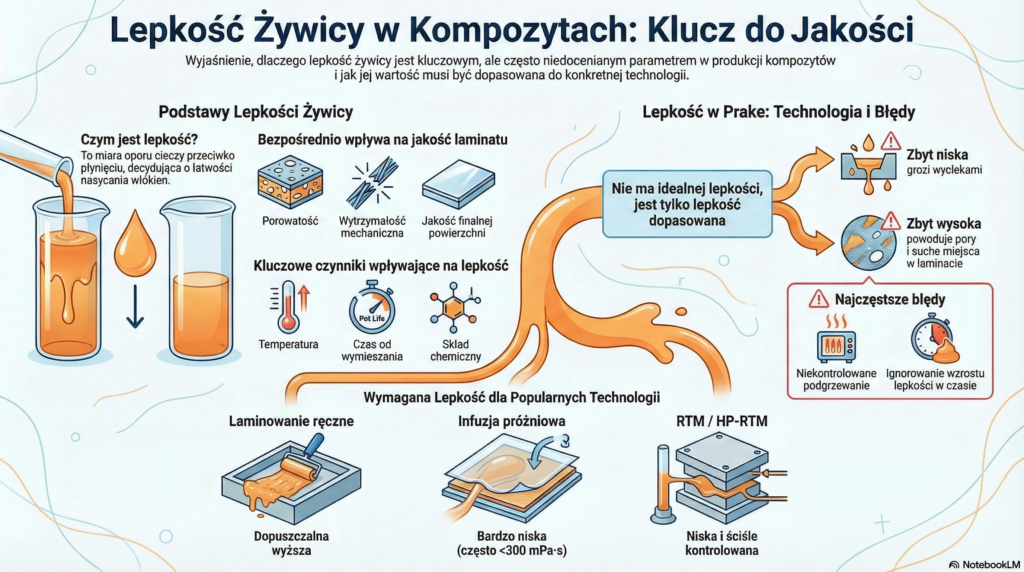
Lepkość to miara oporu cieczy przeciwko płynięciu.
W kontekście kompozytów oznacza:
- jak łatwo żywica przepływa przez zbrojenie,
- jak skutecznie wypiera powietrze,
- jak szybko nasącza włókna.
Im niższa lepkość, tym łatwiejsza impregnacja – ale też większe ryzyko wycieków i krótszy czas życia mieszanki.
Dlaczego lepkość żywicy jest tak istotna?
Lepkość wpływa bezpośrednio na:
- stopień impregnacji włókien,
- poziom porowatości laminatu,
- wytrzymałość mechaniczną,
- jakość powierzchni,
- stabilność i powtarzalność procesu.
➡️ Źle dobrana lepkość to jedna z głównych przyczyn suchych miejsc, pęcherzy i delaminacji.
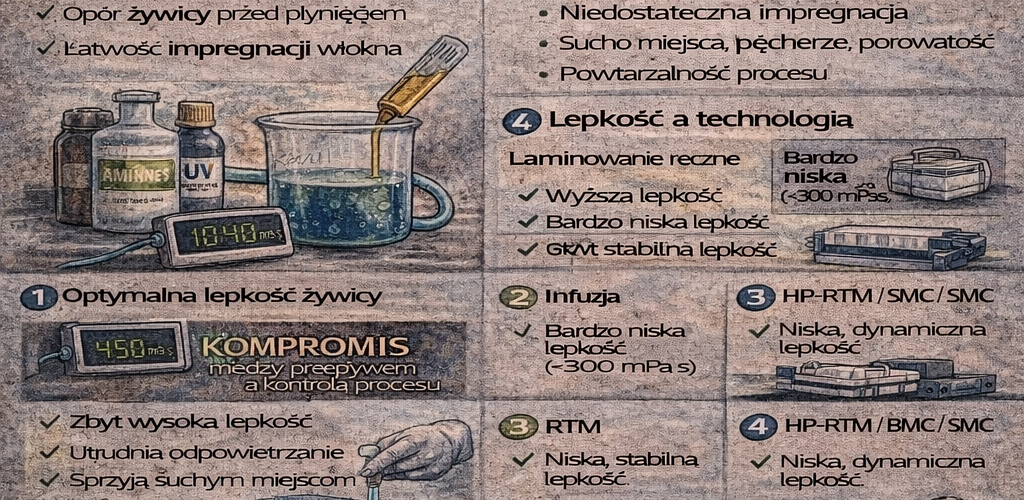
Lepkość a technologia produkcji
Laminowanie ręczne
- dopuszcza wyższą lepkość,
- operator „wymusza” impregnację,
- większe ryzyko porów i nierówności.
Infuzja próżniowa
- bardzo niska lepkość (często <300 mPa·s),
- stabilność lepkości w czasie,
- kluczowa dla równomiernego frontu żywicy.
RTM
- niska i ściśle kontrolowana lepkość,
- dopasowanie do ciśnienia wtrysku,
- powtarzalność kluczowa dla jakości.
HP-RTM / SMC / BMC
- bardzo niska lepkość początkowa,
- szybka zmiana lepkości w czasie (kinetyka),
- ścisła kontrola temperatury.
Prepreg / autoklaw / OOA
- lepkość aktywowana temperaturą,
- kluczowe „okno przepływu” przed żelowaniem.
Co wpływa na lepkość żywicy?
🔹 Temperatura
- wyższa temperatura → niższa lepkość,
- zbyt wysoka → ryzyko zbyt szybkiej reakcji.
🔹 Czas (pot life)
- lepkość rośnie wraz z postępem reakcji,
- krytyczne w infuzji i RTM.
🔹 Skład chemiczny
- typ żywicy (epoksyd, poliester, winyloester),
- rodzaj utwardzacza,
- dodatki i modyfikatory.
🔹 Ścinanie
- wiele żywic jest nienewtonowskich,
- lepkość zmienia się wraz z prędkością przepływu.
Lepkość a porowatość laminatu
Zbyt wysoka lepkość:
- utrudnia odpowietrzanie,
- sprzyja pęcherzom,
- powoduje suche strefy.
Zbyt niska lepkość:
- zwiększa ryzyko wycieków,
- może prowadzić do „żywicy bez włókien”,
- skraca czas życia mieszanki.
➡️ Optymalna lepkość to kompromis między przepływem a kontrolą procesu.
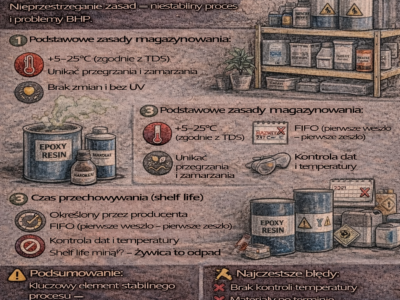
Jak kontrolować lepkość w praktyce?
Najczęściej stosuje się:
- kontrolę temperatury żywicy i formy,
- mieszanie zgodne z kartą techniczną,
- preheating żywicy lub formy,
- dobór odpowiedniego utwardzacza,
- testy próbne (trial runs).
W produkcji seryjnej lepkość jest monitorowana i rejestrowana, a nie „wyczuwana”.
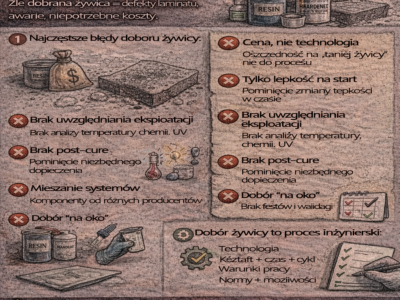
Najczęstsze błędy związane z lepkością
- podgrzewanie „żeby szybciej poszło” bez kontroli,
- ignorowanie wzrostu lepkości w czasie,
- stosowanie tej samej żywicy do różnych technologii,
- brak testów przepływu przed produkcją.
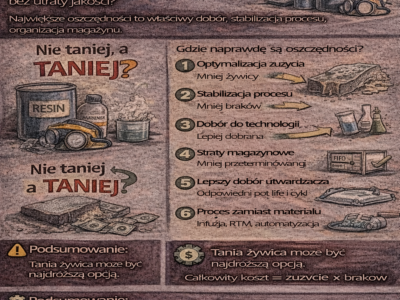
Podsumowanie
Lepkość żywicy to jeden z kluczowych parametrów decydujących o powodzeniu procesu kompozytowego.
Nie istnieje „idealna lepkość” – istnieje tylko lepkość dopasowana do konkretnej technologii, geometrii i czasu cyklu.
➡️ Na kompozyty.net w kolejnych artykułach pokażemy realne zakresy lepkości dla infuzji, RTM i HP-RTM oraz przykłady defektów wynikających z jej błędnego doboru.