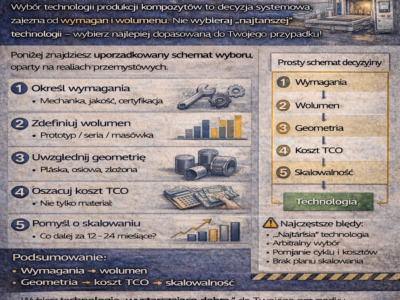
Koszty produkcji kompozytów są jednym z najczęściej źle rozumianych aspektów tej technologii. Często porównuje się wyłącznie cenę materiału, pomijając koszty procesu, jakości, odpadów i eksploatacji. W praktyce o opłacalności decyduje całkowity koszt wytworzenia (TCO/LCC), a nie tylko cena żywicy czy włókna.
Poniżej – inżynierskie spojrzenie na koszty procesów kompozytowych.

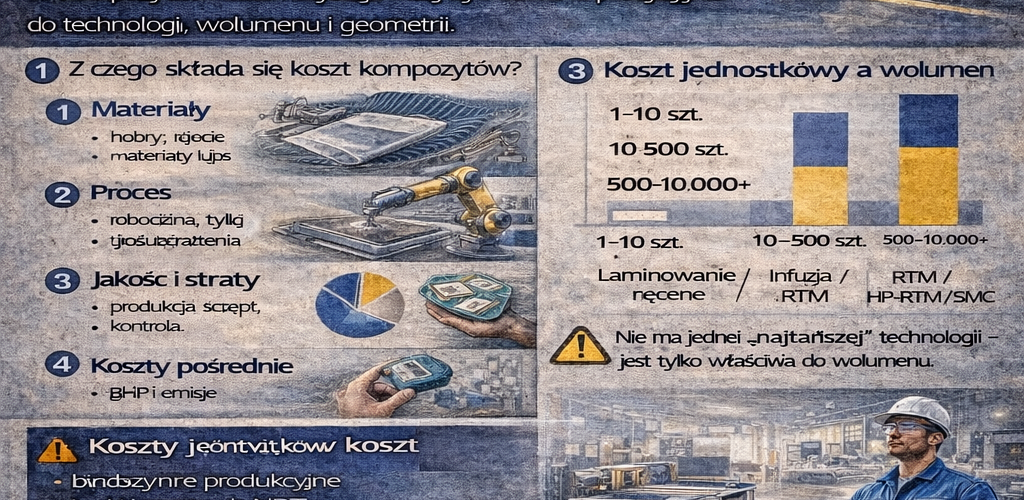
Z czego składa się koszt produkcji kompozytów?
Koszt finalnego elementu to suma kilku składowych:
- Materiały
- włókna (szkło, węgiel, aramid),
- żywice i dodatki,
- materiały pomocnicze (folie, worki, peel ply).
- Proces
- robocizna,
- czas cyklu,
- energia (grzanie, próżnia, autoklaw),
- zużycie form i oprzyrządowania.
- Jakość i straty
- odpady produkcyjne,
- braki i poprawki,
- kontrola jakości i NDT.
- Koszty pośrednie
- BHP i emisje,
- logistyka i magazynowanie,
- amortyzacja maszyn.
Materiał ≠ największy koszt (w większości przypadków)
Choć włókno węglowe jest drogie, w praktyce:
- przy laminowaniu ręcznym największym kosztem jest robocizna,
- przy infuzji – czas cyklu i materiały pomocnicze,
- przy RTM / HP-RTM – formy i amortyzacja,
- przy SMC/BMC – forma + wolumen.
➡️ Proces często kosztuje więcej niż materiał.
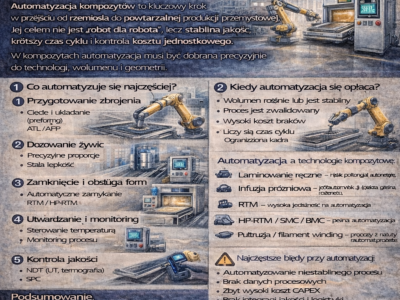
Koszty a wybrana technologia
Laminowanie ręczne
- niski koszt wejścia,
- wysoki koszt robocizny,
- duża zmienność jakości,
- wysokie koszty braków.
➡️ Tanie na start, drogie w skali.
Infuzja próżniowa
- umiarkowany koszt materiałów,
- długi czas cyklu,
- dobra relacja jakość/koszt,
- opłacalne dla średnich serii i dużych elementów.
RTM
- wyższy CAPEX (formy),
- krótszy czas cyklu,
- wysoka powtarzalność,
- niższy koszt jednostkowy przy serii.
HP-RTM / SMC / BMC
- bardzo wysoki CAPEX,
- bardzo krótki cykl,
- minimalna robocizna,
- najniższy koszt jednostkowy przy dużym wolumenie.
Koszty ukryte, które często się ignoruje
Najczęstsze błędy kosztowe:
- nieuwzględnianie braków i poprawek,
- brak kosztu kontroli jakości,
- pomijanie kosztu energii,
- brak kalkulacji czasu operatora,
- ignorowanie kosztów BHP i emisji.
To one sprawiają, że „tani proces” staje się drogi w praktyce.
Koszt jednostkowy a wolumen
| Wolumen | Najczęściej opłacalna technologia |
|---|---|
| 1–10 szt. | Laminowanie ręczne / infuzja |
| 10–500 szt. | Infuzja / RTM |
| 500–10 000+ | RTM / HP-RTM / SMC |
➡️ Nie ma jednej „najtańszej” technologii – jest tylko właściwa do wolumenu.
Koszty a jakość i trwałość
Tańszy proces często oznacza:
- większą porowatość,
- krótszą żywotność,
- wyższe koszty serwisu,
- ryzyko reklamacji.
Dlatego w wielu aplikacjach droższy proces = tańszy produkt w całym cyklu życia.
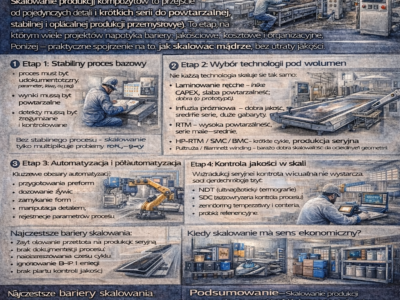
Jak realnie obniżać koszty produkcji kompozytów?
Najskuteczniejsze działania:
- stabilizacja procesu (mniej braków),
- skracanie czasu cyklu,
- automatyzacja kluczowych etapów,
- redukcja materiałów pomocniczych,
- lepsze planowanie produkcji,
- właściwy dobór technologii do wolumenu.
Optymalizacja procesu zawsze daje większe oszczędności niż „tańsza żywica”.
Podsumowanie
Koszty produkcji kompozytów wynikają głównie z procesu, skali i jakości, a nie tylko z ceny materiału.
Firmy, które wygrywają kosztowo, to te, które:
- rozumieją swój proces,
- liczą pełny koszt (TCO),
- dobierają technologię do wolumenu,
- inwestują w stabilność i powtarzalność.
➡️ Na kompozyty.net w kolejnych artykułach pokażemy realne kalkulacje kosztów: infuzja vs RTM vs SMC – z przykładami liczbowymi i progami opłacalności.