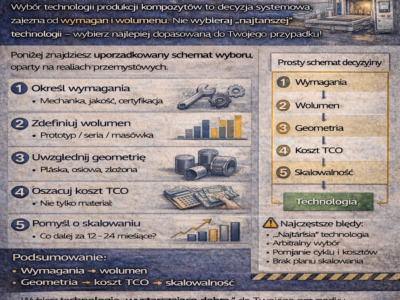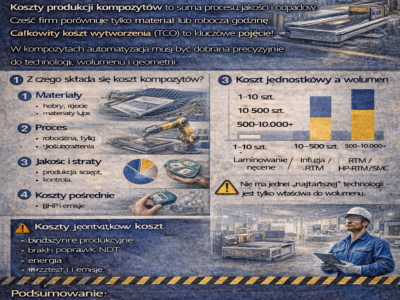
Automatyzacja kompozytów to kluczowy krok w przejściu od rzemiosła do powtarzalnej produkcji przemysłowej. Jej celem nie jest „robot dla robota”, lecz stabilna jakość, krótszy czas cyklu i kontrola kosztu jednostkowego. W kompozytach automatyzacja musi być dobrana precyzyjnie do technologii, wolumenu i geometrii.
Czym jest automatyzacja w produkcji kompozytów?
To zastępowanie (lub wspieranie) operacji manualnych urządzeniami i systemami sterowanymi, tak aby:
- zmniejszyć zależność od operatora,
- poprawić powtarzalność,
- skrócić cykl,
- ograniczyć defekty procesowe.
Automatyzacja bywa częściowa (najczęściej) lub pełna (przy dużych wolumenach).

Dlaczego automatyzacja jest trudna w kompozytach?
Kompozyty są:
- procesowo wrażliwe (temperatura, czas, lepkość),
- zależne od geometrii,
- często produkowane w małych–średnich seriach.
Dlatego automatyzuje się konkretne etapy, a nie „całość na siłę”.
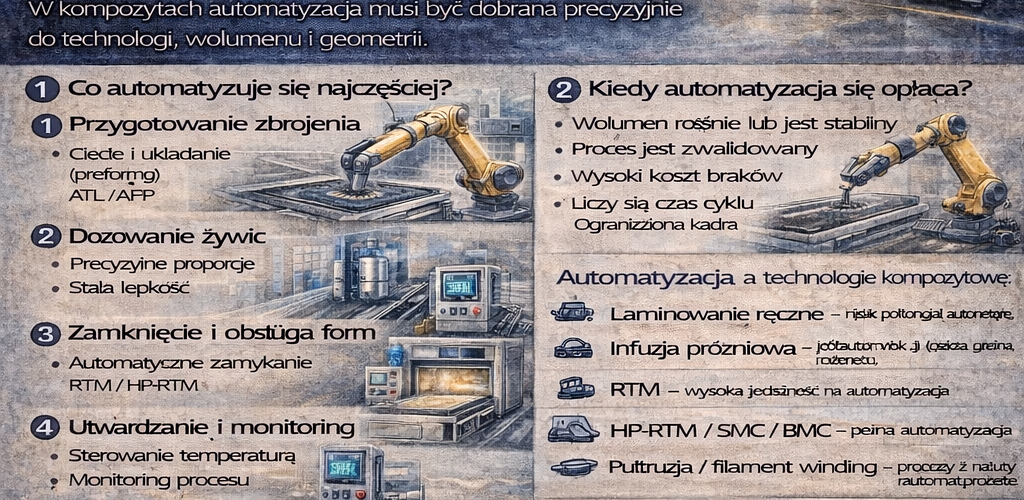
Co automatyzuje się najczęściej?
1️⃣ Przygotowanie zbrojenia
- automatyczne cięcie i układanie (ATL/AFP),
- robotyczne formowanie preform,
- stała orientacja włókien = stałe właściwości.
2️⃣ Dozowanie żywic
- precyzyjne proporcje żywica–utwardzacz,
- stabilna lepkość,
- eliminacja błędów ludzkich.
3️⃣ Zamknięcie i obsługa form
- automatyczne zamykanie RTM / HP-RTM,
- kontrola ciśnienia i szczelności,
- skrócenie czasu przygotowania cyklu.
4️⃣ Utwardzanie i monitoring
- sterowane profile temperaturowe,
- rejestracja danych (traceability),
- redukcja braków.
5️⃣ Kontrola jakości
- NDT inline (termografia, UT),
- SPC i analiza trendów,
- szybka reakcja zamiast kontroli końcowej.
Automatyzacja a technologie kompozytowe
- Laminowanie ręczne → niski potencjał automatyzacji (poza dozowaniem).
- Infuzja próżniowa → półautomatyzacja (żywica, próżnia, monitoring).
- RTM → wysoka podatność na automatyzację.
- HP-RTM / SMC / BMC → pełna automatyzacja, produkcja seryjna.
- Pultruzja / filament winding → procesy z natury zautomatyzowane.
Kiedy automatyzacja się opłaca?
Automatyzacja ma sens, gdy:
- wolumen rośnie lub jest stabilny,
- proces jest zwalidowany,
- koszt braków jest wysoki,
- liczy się czas cyklu i powtarzalność,
- dostępność wykwalifikowanej kadry jest ograniczona.
Nie ma sensu, gdy:
- produkcja jest jednostkowa,
- geometria często się zmienia,
- proces nie jest jeszcze ustabilizowany.
Najczęstsze błędy przy automatyzacji
- automatyzowanie niestabilnego procesu,
- brak danych procesowych (brak punktu odniesienia),
- zbyt wysoki CAPEX przy niskim wolumenie,
- pomijanie integracji jakości i logistyki.
Podsumowanie
Automatyzacja kompozytów nie jest celem samym w sobie.
Jest narzędziem do:
- skalowania produkcji,
- obniżania kosztu jednostkowego,
- zapewnienia powtarzalnej jakości.
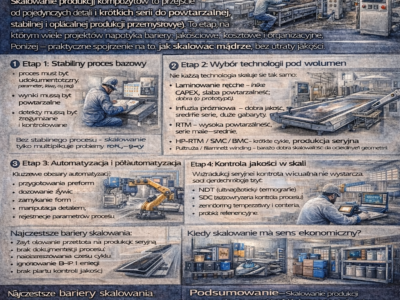
Najlepsze efekty daje automatyzacja etapowa, dopasowana do technologii i realnych potrzeb biznesowych.
➡️ Na kompozyty.net w kolejnych artykułach pokażemy konkretne przykłady automatyzacji: od infuzji półautomatycznej po linie HP-RTM i SMC/BMC – z liczbami, nie marketingiem.