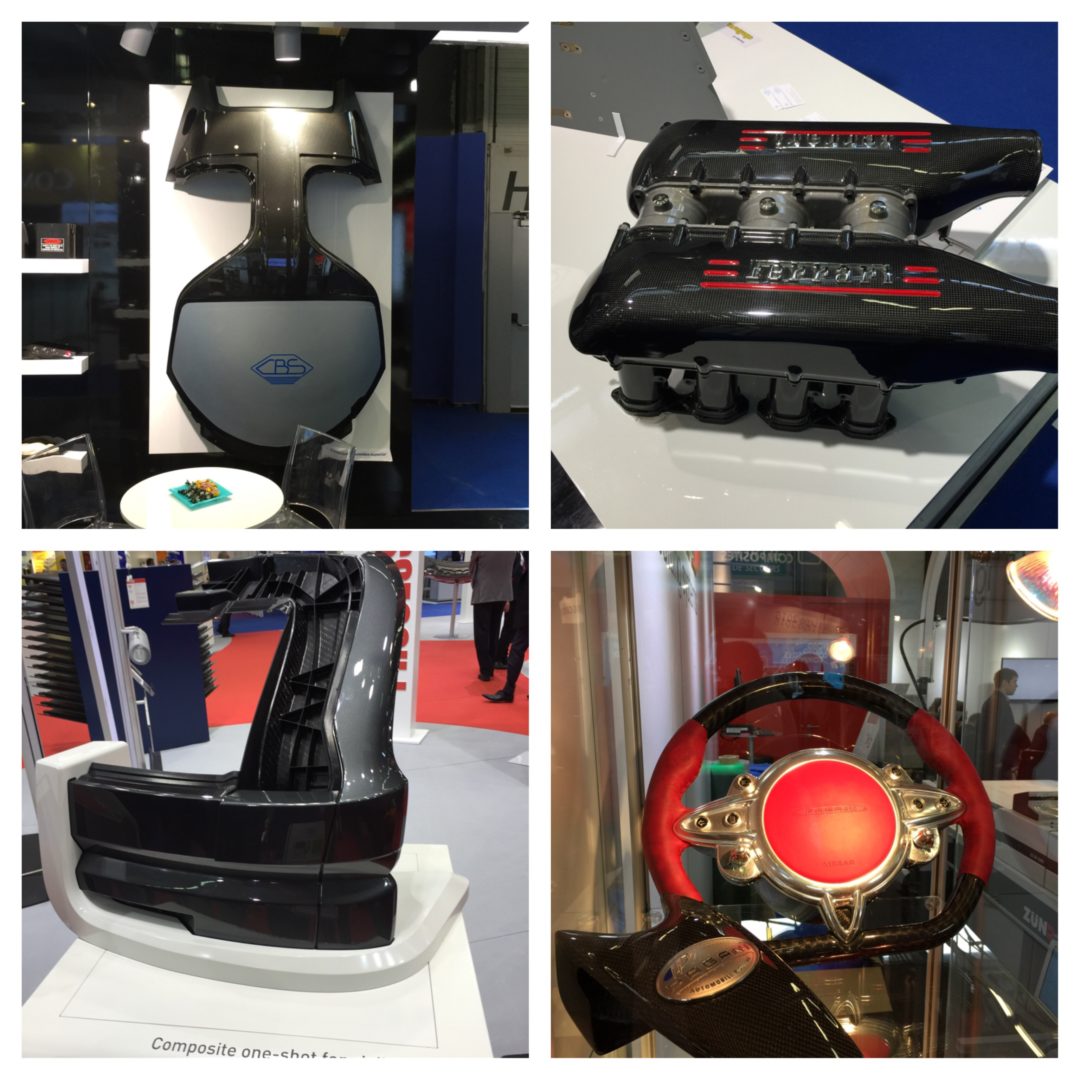
Tym razem kilka ciekawych zdjeć prezentujących struktury kompozytowe do super samochodów
Jak wiadomo wszystkim w klasie supers amochodów dominuje przede wszystkim włókno węglowe i żywica epoksydowa. To połączenie gwarantuje nie tylko niską masę ale również powierzchnię klasy tzw. 1A. i ciągle istnieje duże zainteresowanie takimi rozwiązaniami. Dlaczego? – z tego względu, że ciągle CFRP (kompozyt o wzmocnieniu węglowym) kojarzy się klientom z produktem najwyższej klasy. Dla producentów kompozytów to oczywiście niewątpliwa zaleta, ale ciągle dążą do obniżenia kosztów wytwarzania tych elementów z zapewnieniem odpowiedniej jakości powierzchni i samej struktury kompozytowej. Ważną rolę w cenie końcowej produktu odgrywa więc nie tylko cena komponentów (włókno węglowe plus żywica epoksydowa), ale głównie technologia wytwarzania. Obecnie dominującymi technologiami pozwalającymi wytworzyć struktury kompozytowe o tak wysokiej jakości powierzchni są metody wykorzystujące ciśnienie jako czynnik usuwający pęcherzyki powietrza z ciekłej żywicy epoksydowej, oraz tym sposobem sprasowujące materiał wzmocnienia.
Pierwszą z nich jest metoda wykorzystująca Autoklawy.
Autoklaw do hermetyczny, specjalnie zamykany, duży zbiornik ciśnieniowy, który stosowany w technice wytwarzania kompozytów pozwala na wytworzenie wysokoywytrzymałych struktur kompozytowych. Metoda produkcji z zastosowaniem autoklawu to tylko rozwinięcie technologii worka próżniowego. Pozwala ona na jednoczesne wykorzystanie podciśnienia, nadciśnienia oraz temperatury, a to z kolei przekłada się na wytworzenie elementów o wysokiej jakości. Technika dedykowana do wytwarzania elementów z prepregów.
Kolejną to wcześniej wspominana technologia próżniowa RTM.
Metoda RTM (Resin Transfer Moulding) jest metodą wytwarzania laminatów w formach zamkniętych. W pierwszej fazie procesu w odpowiednio przygotowanej formie układa się wzmocnienie włókniste, forma zostaje szczelnie zamknięta, a następnie pod ciśnieniem wtłoczony zostaje dwukomponentowa żywica w stanie ciekłym. Bardzo często oprócz ciśnienia stosowane jest również podciśnienie wspomagające zamykanie formy oraz przesycenie zbrojenia. Zmechanizowanie tego procesu przy jednoczesnym wykorzystaniu ciepła z reakcji egzotermicznej znacznie skraca czas formowania wyrobów przy jednoczesnym zmniejszeniu pracochłonności procesu i zwiększeniu powtarzalności produkcji.
Najciekawsza z nich aczkolwiek w Polsce rzadko spotykana to prasowanie.
Prasowanie jest jedną z wysoko zmechanizowaną i zautomatyzowaną metodą wytwarzania laminatów termoutwardzalnych. Metoda ta polega na wytwarzaniu w pierwszej fazie tłoczyw (półproduktów kompozytowych), z których kolejno formuje się wyroby. W przypadku zastosowania nowoczesnych jednokomponentowych żywic epoksydowych można ten proces zredukować do jednego kroku technologicznego.
Kompozyty zwykle kojarzą się z włóknem: szklanym, węglowym lub aramidowym. To ono w największym stopniu…
KOMPOZYT‑EXPO 2026 w Krakowie to najważniejsze w Polsce targi materiałów i technologii kompozytowych. W dniach 7–8…
Wiosna i lato to tradycyjnie najgorętszy okres w świecie nauki i przemysłu. Zbliża się moment,…
autor: Magdalena Czeleń Jeszcze niedawno trudno było sobie wyobrazić, że mleko – kojarzone raczej z…
Firma HPE Polska, reprezentowana przez prezesa Grzegorza Szymańskiego, została zaproszona do Rady Biznesu przy Prezydencie…
🔔 DARMOWY WEBINAR🗓 1.04.2026 ⏰ 10:00-11:00👉 Rejestracja: https://www.amargo.pl/webinar_woda_01042026/Nagłe spadki ciśnienia w godzinach szczytu.Nieplanowane przerwy w…
{kind=link}